Method Study
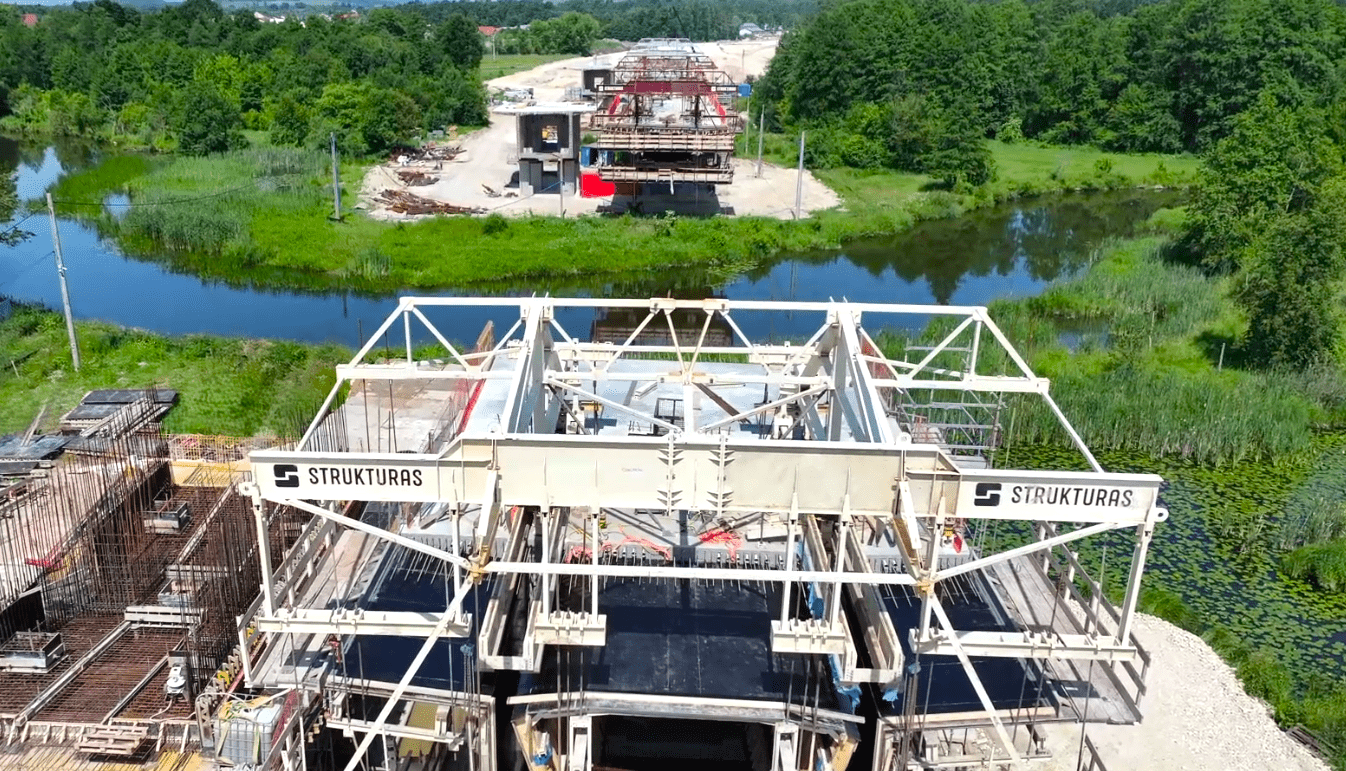
The methodological study aims to critically analyse how the adjustment and operation tasks of the Movable Scaffolding System are carried out. In each production cycle (preparation, lowering of the system, opening and closing of formwork, cambering adjustment, longitudinal launching, among other phases), different equipment subsystems are involved.Each of these phases can be broken down into elementary, observable, and repetitive operations that can be analysed and simplified.
It is precisely in this decomposition that the essence of MSS design lies: a functionally under-refined solution inevitably introduces supplementary work and unproductive time that could have been avoided at the design stage.
This decomposition allows the following questions to be raised:
- Are the adjustment and operation subsystems of the Movable Scaffolding System the most appropriate?
- Is the sequence of operations the most logical?
- Are there tasks that could be eliminated?
- Are there recurring manipulations or adjustments resulting from insufficiently refined design solutions?
- Does the layout of working platforms and access ladders facilitate or hinder the work?
- Is the number of levels that operators must access to adjust and operate the Movable Scaffolding System reduced to the minimum necessary?
The systematic application of these questions simplifies the operation and adjustment cycle of the MSS. However, it is important to emphasise that many of the operations carried out on site do not arise from unavoidable functional requirements, but rather from design choices related to the equipment’s own subsystems.
Whenever the MSS requires intermediate dismantling, recurring adjustments, complex reconfigurations, or auxiliary interventions to enable subsequent tasks, it generates additional work. This work does not add value to the span; it results from a design that has not been sufficiently optimised.
At this point, the technical responsibility of the MSS supplier becomes evident. Industrialisation depends not only on site organisation, but also on the functional quality of the system as designed. A well-engineered system should minimise handling operations, simplify interfaces, and reduce the number of operations required to adjust the equipment for each new span.
Time Study
Time study complements the method study by quantifying the actual duration of operations. The systematic repetition of adjustment and operational cycles in the MSS creates particularly favourable conditions for reliable time measurement and for the establishment of stable performance benchmarks.
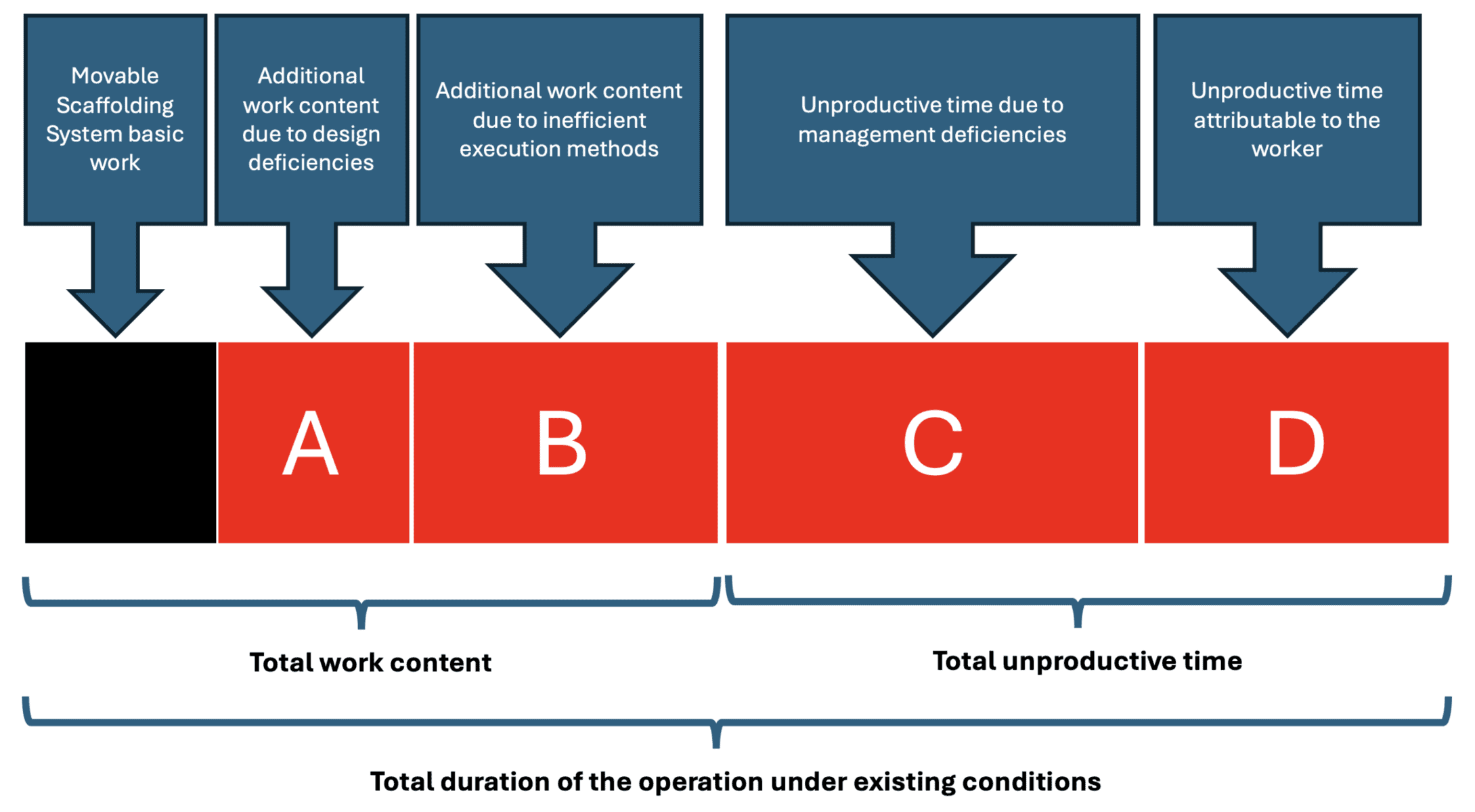
Time analysis makes it possible to clearly distinguish between:
- Productive time (associated with fundamental work);
- Supplementary time (resulting from avoidable operations);
- Unproductive time (waiting, unnecessary movements, interferences).
By making these time components visible and measurable, an objective basis for continuous process improvement is established.
In systems characterised by repetitive use, such as the MSS, small inefficiencies accumulate over dozens of cycles and therefore significantly impact the overall cost of the project.
Every unnecessary movement, every avoidable adjustment, and every operational interference adds up to accumulated man-hours.
Responsibility in the Design of the MSS
A set of subsystems must be adjusted at each cycle to adapt the equipment for the next span. The way these subsystems are designed directly influences the amount of supplementary work generated.
The more complex the interfaces and the greater the number of interventions required to reconfigure the system, the greater the operational effort associated with the cycle. Systematic analysis of methods and times demonstrates that a substantial portion of supplementary work can be eliminated during the equipment design phase.
Structural and functional simplification of sub-systems reduces interventions, stabilises procedures, and decreases man-hours per span.
The application of work study principles to the MSS, therefore, leads to a clear conclusion: the system’s industrial maturity is measured by its capacity to reduce work to its fundamental form.
Responsibility for the industrialisation of deck construction does not lie solely with site organisation; it begins with the structural design of the bridge or viaduct and continues with the functional design of the MSS itself.
A supplier who designs solutions that require unnecessary operations effectively introduces additional work into the production system. Conversely, a functionally refined system enables the cycle to be executed with the fewest interventions, movements, and adjustments.
Industrialisation is not merely a management methodology; it is a direct consequence of the technical quality of the equipment design, enhanced by a well-conceived structural design of the concrete bridge or viaduct.
INTEGRATED SAFETY WITHIN THE SYSTEM
The consolidation of the MSS as a mature solution for the industrialisation of deck construction has required the development of a rigorous certification and technical compliance framework, particularly within the scope of the Machinery Directive.
By concentrating structural, operational, and safety functions within a single large-scale piece of equipment, the MSS ceases to be merely a formwork system and assumes the status of specialised construction equipment, subject to technical requirements comparable to those applicable to industrial machinery or complex temporary structures.
Its certification must encompass structural design verification, assessment of transient phases (assembly, concreting, launching, and dismantling), and the clear definition of operational limits.
The regulatory framework results from the combination of standards applicable to steel structures, work equipment, temporary structures, and collective protection systems, requiring an integrated approach from the design stage onward.
Technical responsibility is shared among the designer, the manufacturer, and the user. Comprehensive documentation is indispensable, including design criteria, calculation reports, assembly and operation drawings, dismantling procedures, reaction forces transmitted to the bridge or viaduct structure, operation manuals, checklists, manufacturing quality control documentation, risk assessments, parts lists with references and weights, and related technical records. MSS compliance depends not only on correct structural design but also on strict adherence to the defined operating conditions.
Prior to commissioning, the system must undergo appropriate tests and verifications. During operation, periodic inspections ensure continuous control of structural and functional performance. The very repetition of production cycles constitutes an ongoing opportunity to monitor and validate the equipment’s behaviour.
The standardisation of procedures (work methods, operational sequences, and acceptance criteria) reinforces the industrial logic of the MSS, reducing ad hoc decisions and promoting consistency, traceability, and operational discipline.
Certification should therefore not be regarded merely as a regulatory obligation, but as a structural component of risk management and system efficiency. It ensures that the industrialisation of deck construction using an MSS rests on sound technical foundations and is compatible with contemporary safety and quality requirements.
Far from being peripheral, certification and standardisation are integral components of the MSS concept, which is a factory in motion.
They guarantee that the industrialisation of prestressed concrete deck construction is supported by robust technical principles aligned with the demands of modern civil engineering in terms of safety, quality, and professional responsibility.
CONCLUSIONS
The Movable Scaffolding System represents one of the most advanced expressions of industrialization in the construction of prestressed reinforced concrete bridges and viaducts. Its true effectiveness, however, does not result solely from its structural capacity, but from its conception as an integrated production system.
The industrialization of construction using a Movable Scaffolding System is based on three fundamental pillars: a structural bridge design oriented toward geometric simplicity and repetitiveness; rigorous organization of the production cycle as the primary unit of analysis; and the systematic application of work study methodologies aimed at eliminating supplementary work and unproductive time.
When these elements are properly aligned, the Movable Scaffolding System transforms the variability inherent to construction into a predictable, controlled, and progressively optimized process. The repetition of cycles enables the stabilization of methods, the reduction of crew size without compromising productivity, the enhancement of operational safety, and the strengthening of quality control.
The industrial maturity of a Movable Scaffolding System is not measured solely by its structural design, but by its ability to simplify work, reduce ancillary interventions, and minimize unnecessary movements. The true refinement of the system lies in the continuous optimization of its subsystems and in the coherent integration between structural design, construction method, and work organization.
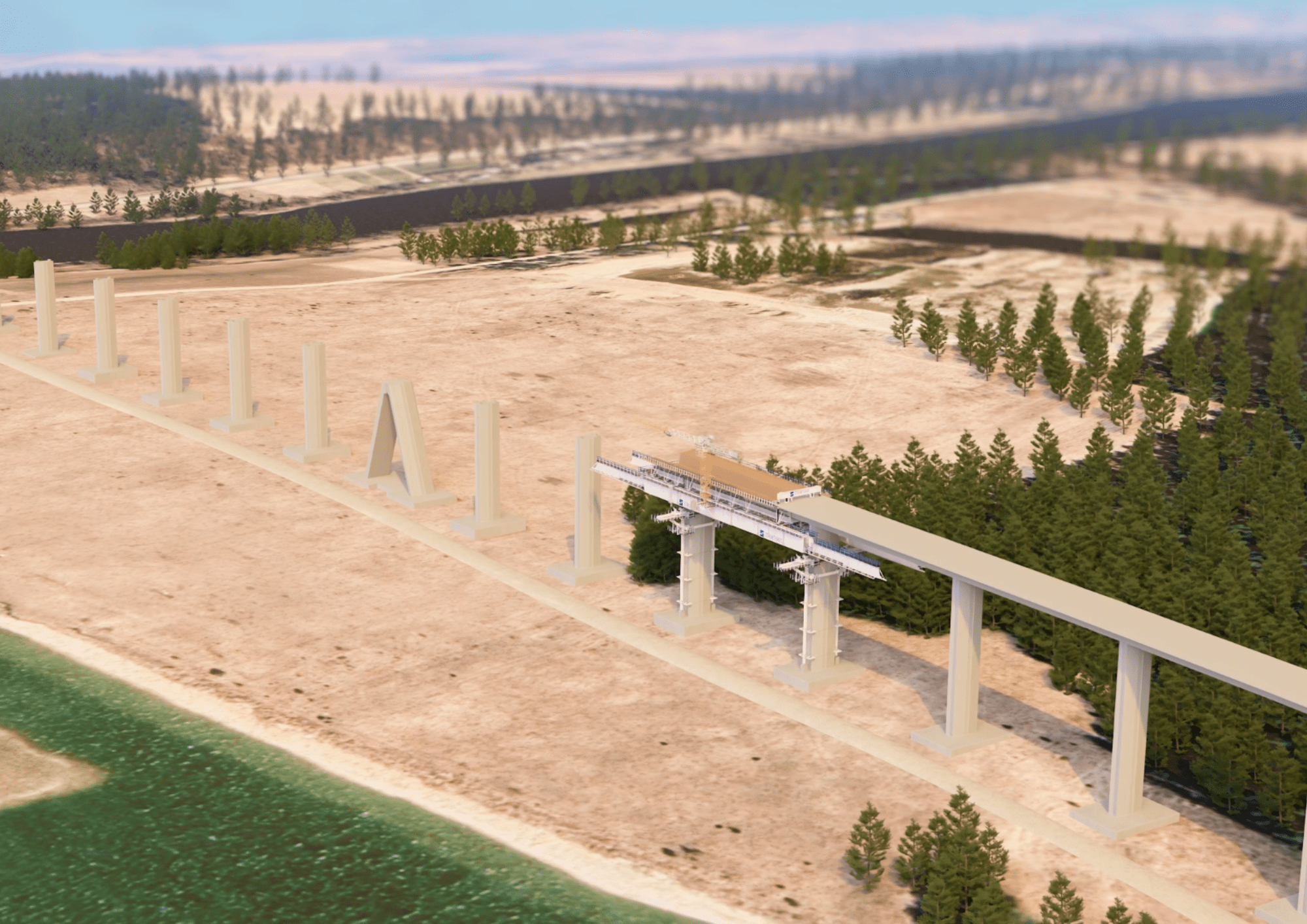
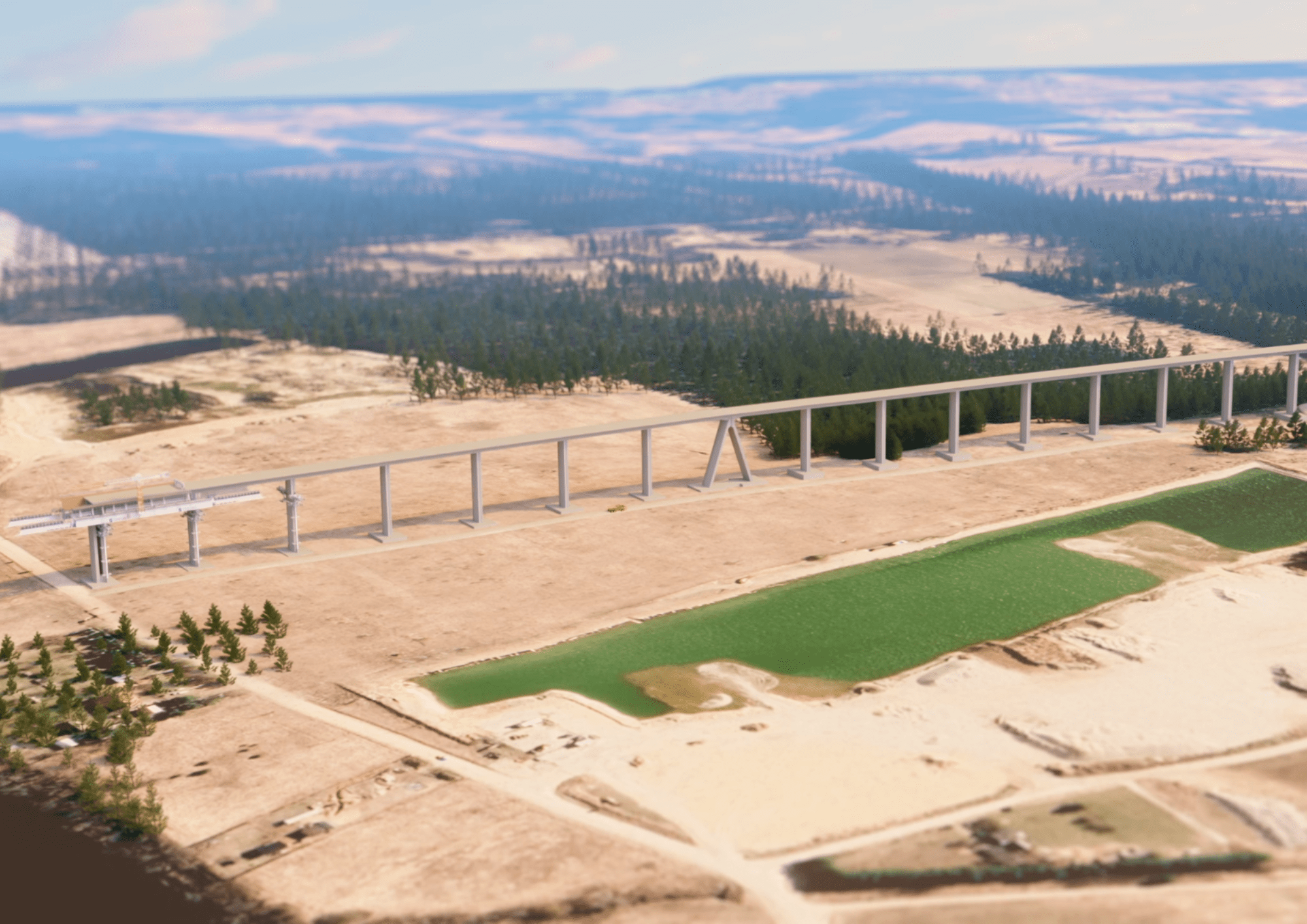
In this sense, the Movable Scaffolding System should not be understood merely as auxiliary construction equipment, but as a mobile industrial unit — a factory in motion — that carries its production environment with it, dissociating it from site constraints and bringing heavy construction closer to the organizational models of the manufacturing industry.
The industrialization of cast-in-place deck construction is therefore not an automatic consequence of using a Movable Scaffolding System; it is the result of a deliberate decision in terms of design, organization, and technical management. It is in this alignment that the true transformative potential of the system resides.
Author:
Aquilino Raimundo, Civil Engineer
Chief Methods Engineer, STRUKTURAS





























































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}